
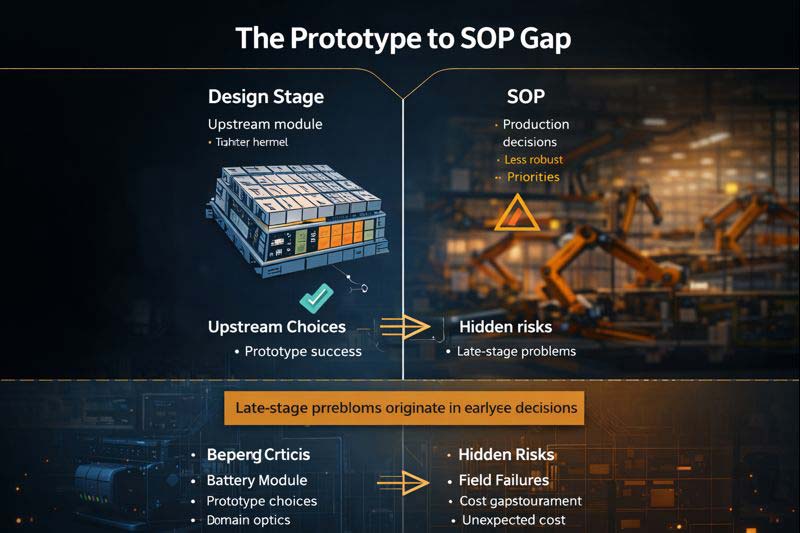
The gap between a prototype that works and a production run that scales is where most OEM programs quietly break. Insulation Design failures rarely announce themselves during design reviews. They surface later, when the assembly line stops or a field report escalates. By then, the cost, delay, and risk are already locked in.
Across EV, hydrogen, and defence sectors, late-stage thermal issues are rarely manufacturing misses. They are design-stage ghosts. Industry data consistently shows that nearly 80 percent of a product’s total lifecycle cost is determined during the early design phase, even though less than 5 percent of the budget is spent there. When insulation design lacks decision discipline, teams are not just choosing a material. They are unknowingly committing to downstream bottlenecks, safety exposure, and rework at SOP.

From PBM’s experience being involved in SOP readiness and upstream OEM insulation decisions, insulation failures almost always trace back to early design assumptions that ignored the prototype to SOP gap. This is not only a cost issue, but a reliability and safety imperative.
This article maps where insulation programs break between the design desk and SOP, and why moving system-level insulation decisions upstream protects performance, reputation, and scale-readiness before correction becomes catastrophic.
Where Insulation Risk Is Introduced at the Design Stage
Insulation risk almost always enters a program early, even though it remains invisible for months. At the design stage, teams prioritise packaging, weight targets, and cost constraints. Insulation is expected to adapt, not shape decisions.
Early layouts often rely on ideal operating envelopes. Thermal exposure is assumed to be steady rather than transient. Packaging constraints force compromises that appear manageable on paper. These choices form the foundation of later insulation program risks.
Early design assumptions that quietly lock risk
Many programs rely on narrow thermal scenarios. Peak loads, abnormal conditions, and ageing effects are often simplified or deferred. What begins as a reasonable assumption becomes a locked constraint once drawings and tooling progress.
In EV and hydrogen systems, uneven heat distribution and rapid spikes are common. When early design assumptions do not reflect this reality, insulation margins disappear during scale-up. The issue is not material failure but early judgement failure.
Insulation treated as a material input, not a system decision
Insulation is frequently discussed in datasheet terms rather than integration behaviour. Thickness, conductivity, and temperature rating dominate conversations, while airflow, mounting, vibration, and interaction with adjacent components receive less attention.
When insulation is reduced to a material line item, OEM insulation decisions lose their system context. This sets the stage for downstream corrections that are far harder to execute.
Early choices determine whether insulation can survive not just testing, but production and field use.
Why Prototype Validation Misses SOP Reality
Prototypes are designed to validate intent, not scale. They answer whether a concept works, not whether it will continue working across thousands of units. This distinction explains the persistent prototype to SOP gap seen across insulation programs.
Validation environments are controlled. Assemblies are carefully handled. Variability is limited. SOP introduces repetition, tolerance stack-ups, and process drift that prototypes never experience.
Lab success vs scale-up constraints
In a prototype build, insulation is installed by experienced hands. Fitment is adjusted manually. Minor deviations are corrected on the spot. None of this reflects production reality.
Once SOP begins, insulation must perform within defined processes, cycle times, and operator variability. Small differences in compression, placement, or curing can alter thermal behaviour. This is where validation vs manufacturing reality diverges.
What validation does not simulate at SOP
Prototype testing rarely captures cumulative stress. Thermal cycling over months. Vibration across varied road conditions. Assembly variation across shifts and plants. These factors expose weaknesses that were invisible during early testing.
As a result, late-stage insulation issues appear even though validation was technically successful. The failure is not in testing quality but in what testing was never designed to reveal.
How Misalignment Grows Between Design, Validation, and Manufacturing
As programs move forward, responsibility fragments. Design teams hand over intent. Validation teams focus on pass or fail criteria. Manufacturing teams inherit constraints they did not help define. This is where insulation program risks accelerate.
Each transition dilutes ownership of insulation behaviour across the full lifecycle.

Design intent vs production constraints
Design intent assumes ideal placement and performance. Production operates within takt time, tooling limits, and process capability. When insulation requires tight tolerances to perform correctly, even small deviations matter.
Without cross-stage alignment, insulation becomes sensitive to manufacturing realities it was never designed for.
Tolerance, process, and variability blind spots
Stack-ups that seem minor during design can magnify during scale. Compression variance. Adhesive spread inconsistency. Cure time differences. These do not appear in early simulations but define SOP performance.
When insulation is not engineered for variability, late-stage insulation issues become inevitable. What was stable in concept becomes fragile in execution.
Why Insulation Issues Surface After SOP, Not Before
SOP is the first moment when insulation is exposed to reality. Real duty cycles. Extended heat loads. Repeated stress. Environmental variation. These conditions are fundamentally different from controlled validation environments and they reveal weaknesses that early testing was never designed to expose.
This is why field failures after SOP often surprise teams. Not because the problem is new, but because its triggers only exist once scale, time, and variability enter the system.
Field conditions that reveal hidden weaknesses
- Real-world usage patterns replace ideal assumptions. Vehicles operate unpredictably in the field. Charging behaviour varies by user. Load profiles fluctuate by geography and application. Ambient temperatures change daily. Insulation that performs adequately in test cells can degrade faster under these shifting conditions.
- Cumulative stress replaces short-term validation. Thermal cycling, vibration, and prolonged exposure accelerate ageing. Minor degradation compounds over time, altering heat flow paths and reducing margin.
- Secondary effects amplify the original weakness. Once insulation performance drops, heat spreads unevenly. Adjacent components experience higher stress. Ageing becomes non-uniform, and reliability declines across the system.
- Late-stage insulation issues and field failures after SOP. By the time failures surface, options are limited. Redesign impacts tooling. Material changes trigger revalidation. Costs rise sharply and timelines stretch. These are not sudden failures. They are delayed consequences of early decisions made without lifecycle perspective.
Insulation issues that surface at SOP are rarely new. They are the accumulated outcome of design-stage decisions meeting real duty cycles, production variability, and time at scale.
Decision Discipline: What OEMs Must Lock Before SOP
True SOP readiness is not achieved by fixing insulation late in the program. It is achieved by closing insulation decisions early, with a clear understanding of how those choices will behave at scale, under real duty cycles, and across the product’s operating life. This is where insulation shifts from a reactive fix to a system responsibility.
Insulation Design must be treated as a foundational decision that connects design intent, validation logic, and manufacturing reality. Without this discipline, programs move forward with hidden exposure that only becomes visible once correction is expensive and disruptive.
Decision discipline before SOP requires clarity on:
- System-level insulation decisions across design, validation, and manufacturing. Insulation must be evaluated as part of the full system, not in isolation. Placement, interfaces, airflow interaction, and mounting behaviour need alignment across teams to prevent downstream compromise.
- SOP readiness and scale repeatability, not just prototype success. What works once in a controlled build must work thousands of times on the line. Decisions must account for process variability, tolerance stack-ups, and operator-driven differences.
- Insulation lifecycle management, including ageing and variability. Thermal performance changes over time. Heat cycling, vibration, and material fatigue must be considered before tooling is frozen.
- Cost and reliability trade-offs defined before tooling is locked. Late fixes almost always cost more. Early clarity protects both reliability targets and program economics.
When these factors are addressed upstream, insulation becomes predictable rather than reactive. Programs scale with fewer surprises, and reliability improves without expensive retrofits. Early involvement changes the nature of decisions. Insulation stops absorbing risk and starts stabilising the entire system.
Conclusion
Insulation failures are rarely sudden. They are the visible outcome of earlier decisions. When insulation design is without lifecycle discipline, problems surface at SOP or in the field, where correction is costly.
Strong Insulation Design applies decision discipline from concept through scale, respecting the realities of manufacturing, duty cycles, and variability across EV, hydrogen, and defence platforms.
OEMs that treat insulation as a system-level responsibility reduce risk, protect timelines, and improve long-term reliability. The most effective insulation programs do not rely on late fixes. They are decide early. Engaging insulation thinking upstream, before SOP locks risk into the program. It ensures that function, efficiency, and technical limitations are addressed while the cost of change remains negligible.
With 80% of your program’s lifecycle costs locked in during the first 20% of design, the most expensive “insulation failure” is a delayed decision. PBM partners with OEMs to bridge the prototype to SOP gap. We ensure your thermal management systems are engineer for manufacturing reality, not just lab validation.
Initiate an early insulation design review with PBM to validate decision readiness before you lock tooling. Protect your SOP timeline, reduce late-stage rework, and move forward with insulation decisions built for scale, not correction.
Ready to Future-Proof Your Product with Insulation That Performs?
At PBM Insulations, we engineer thermal and acoustic solutions that power India’s leading OEMs. Whether you’re building the next electric vehicle, optimizing industrial machinery, or looking to enhance sustainability — we’re here to co-create with precision, trust, and performance.
Let’s turn your insulation challenges into engineered solutions.
📩 Reach out for a custom consultation
🌐 Visit us at: www.pbminsulations.com
📞 Call us: +91-7310777959
🔗 Connect with us: LinkedIn | YouTube | Instagram
Join our network for monthly insights on insulation innovation, EV breakthroughs, and industry trends. Subscribe to PBM Insulation Insights today.
“Crafting Quiet Strength Since 1993” | An IATF, ISO & Ecovadis Certified Company | Your OEM Partner in Thermal & Acoustic Innovation