
Every degree of heat lost from a boiler, furnace, kiln, or process heating system represents wasted energy, higher operating costs, and reduced process efficiency. In high-temperature industrial environments, insulation is not simply a protective layer. It is a critical factor influencing thermal efficiency, equipment reliability, workplace safety, and long-term operating performance. This makes ceramic fibre insulation an important consideration for facilities operating under continuous thermal loads.
At PBM, we work with industries that rely on consistent thermal performance in demanding operating environments. Through our experience supporting high-temperature industrial applications, we understand that insulation selection directly impacts energy consumption, maintenance requirements, and long-term operational reliability.

This is why ceramic fibre insulation has become a widely adopted solution across industrial insulation applications exposed to continuous heat. Known for its low thermal conductivity, lightweight structure, and resistance to thermal shock, it supports boiler insulation, furnace insulation, and broader industrial insulation requirements.
This article explores how ceramic fibre insulation and ceramic fibre blanket solutions support high temperature insulation requirements, improve thermal efficiency, and help industrial facilities achieve reliable, efficient, and sustainable operations.
High-Temperature Industrial Systems and Advanced Insulation Requirements
Industrial systems such as boilers, furnaces, reactors, and process heating units operate under continuous thermal stress. In these environments, insulation plays a critical role in maintaining thermal efficiency, safety, and operational reliability.
Thermal Challenges in Continuous High-Temperature Operations
Boilers and furnaces are designed to generate, transfer, or contain large amounts of heat. Without effective boiler insulation and furnace insulation, thermal energy can escape through walls, ducts, and structural components, increasing fuel consumption and operating costs. Continuous exposure to high temperatures also creates challenges related to thermal expansion, contraction, and material degradation. Repeated thermal cycling can affect equipment integrity, reduce efficiency, and increase maintenance requirements over time.
The Role of High Temperature Insulation in Plant Performance
High temperature insulation acts as a thermal barrier that reduces unwanted heat transfer and supports stable operating temperatures. By retaining heat within the system, industrial insulation helps equipment achieve desired performance levels with lower energy input. Improved insulation performance contributes directly to thermal efficiency, reduces energy waste, and supports safer working environments by lowering external surface temperatures. For industries where uptime and process stability are essential, insulation becomes a key contributor to productivity, reliability, and long-term operational performance.
Selecting insulation systems that maintain performance under continuous thermal loads is essential for improving energy efficiency, reducing maintenance requirements, and supporting reliable operation in high-temperature industrial environments.
Performance Advantages of Ceramic Fibre Insulation in Industrial Applications
The growing adoption of ceramic fibre insulation across industrial sectors is driven by its ability to meet the demanding requirements of high-temperature environments. Its combination of thermal performance, durability, and ease of installation makes it a preferred solution for boiler insulation, furnace insulation, and a wide range of industrial insulation applications.
Performance Benefits of Ceramic Fibre Insulation
One of the most significant advantages of ceramic fibre insulation is its low thermal conductivity, which helps minimise heat loss and improve thermal efficiency. By retaining heat within the system, it enables industrial equipment to operate more efficiently while reducing energy consumption.
The material is also lightweight compared to many conventional insulation solutions, helping reduce structural loading and simplify installation. In addition, ceramic fibre insulation offers excellent resistance to high temperatures and thermal shock, allowing it to perform reliably in processes involving frequent heating and cooling cycles. Its ease of handling can also contribute to faster installation and reduced maintenance downtime.
Why Is Ceramic Fibre Blanket Widely Used in Industrial Applications?
Ceramic fibre blanket combines flexibility, thermal performance, and durability, allowing it to conform to complex equipment shapes and configurations. This makes it suitable for boilers, furnaces, ducts, combustion chambers, and process heating systems where effective high temperature insulation is required.
For industries focused on energy efficiency and operational reliability, ceramic fibre insulation and ceramic fibre blanket solutions provide a practical combination of thermal performance, installation flexibility, and long-term durability across demanding industrial environments.
Selecting Industrial Insulation for Long-Term Operational Reliability
Selecting the right industrial insulation solution requires careful evaluation of operating conditions, equipment requirements, and long-term performance expectations. The objective is not only to manage heat effectively but also to support thermal efficiency, operational reliability, and equipment longevity in high-temperature industrial environments.
Factors for Selecting High Temperature Insulation
When evaluating insulation materials, engineers must consider both operating conditions and long-term performance requirements. Several technical and application-specific factors influence the effectiveness, reliability, and service life of an insulation system.
- Operating Temperature: Insulation must consistently perform within the expected thermal range.
- System Requirements: Equipment design, available installation space, and maintenance requirements should be evaluated before selection.
- Operating Environment: Thermal cycling frequency, environmental conditions, and process demands can significantly influence long-term performance.
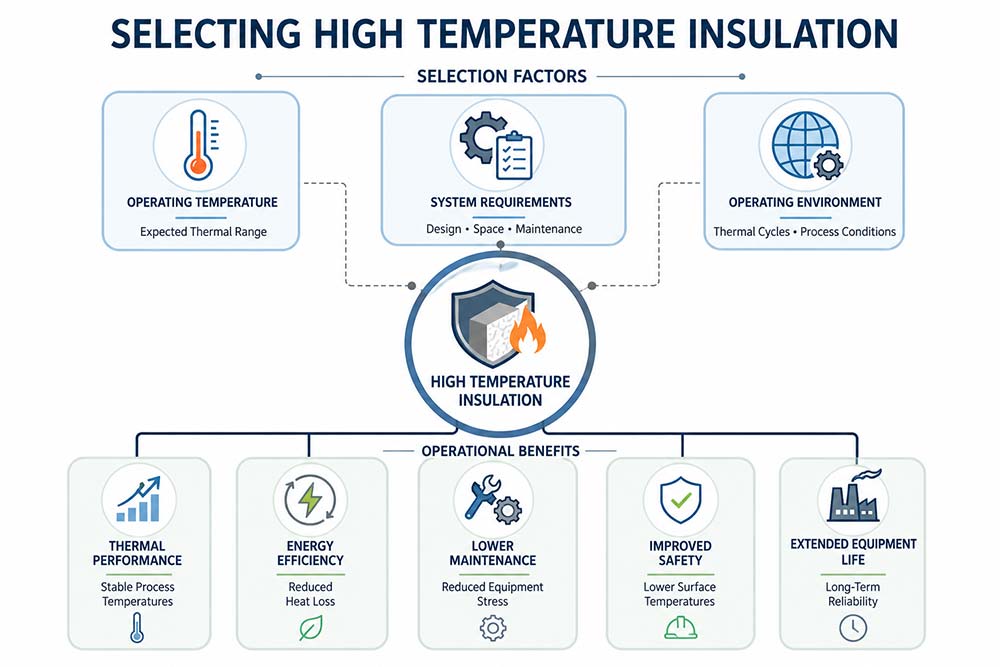
Operational Benefits of Properly Selected Insulation Systems
When insulation is correctly matched to application requirements, it delivers measurable operational benefits:
- Consistent Thermal Performance – Maintains stable process temperatures during continuous operation.
- Reduced Energy Waste – Improves thermal efficiency by minimising heat loss and lowering energy consumption.
- Lower Maintenance Requirements – Reduces thermal stress on equipment components and supports reliable operation.
- Improved Safety Conditions – Limits external surface temperatures and contributes to safer working environments.
- Extended Equipment Service Life – Protects critical assets from excessive thermal exposure and premature wear.
The long-term value of ceramic fibre insulation and ceramic fibre blanket solutions extends beyond heat containment. By supporting thermal efficiency, reducing maintenance demands, and improving operational reliability, the right insulation system becomes an important contributor to plant productivity, safety, and sustainable industrial performance.
PBM’s Expertise in High-Temperature Industrial Insulation Solutions
Industrial organisations require more than insulation materials. They need a manufacturing partner that understands the thermal challenges associated with boilers, furnaces, reactors, kilns, and other high-temperature industrial systems. The effectiveness of ceramic fibre insulation depends not only on material properties but also on selecting the right solution for specific operating conditions.
PBM supports industrial customers through a combination of product expertise, manufacturing capability, and application-focused support.
- Application-Focused Engineering Support: Helping customers identify ceramic fibre insulation solutions suited to specific thermal requirements and operating environments.
- Manufacturing Consistency: Maintaining high quality standards to support reliable performance across ceramic fibre blanket and industrial insulation products.
- Solutions for Diverse Industrial Applications: Supporting boiler insulation, furnace insulation, and other high temperature insulation requirements across multiple industries.
- Commitment to Performance and Reliability: Delivering solutions that help improve thermal efficiency, reduce energy loss, and support long-term operational continuity.
By combining technical understanding with manufacturing expertise, PBM helps industrial customers address complex insulation challenges while supporting productivity, reliability, and long-term performance objectives.

Conclusion
As industrial operations continue to pursue greater efficiency, reliability, and cost control, insulation selection remains a critical engineering decision. Ceramic fibre insulation delivers proven advantages through its low thermal conductivity, resistance to high temperatures, and ability to support long-term operational performance. Whether used for boiler insulation, furnace insulation, or other industrial insulation applications, it helps improve thermal efficiency, reduce energy loss, and maintain stable operating conditions.
Selecting the right high temperature insulation solution requires careful consideration of operating environments, performance requirements, and lifecycle expectations. The right choice can contribute significantly to productivity, equipment reliability, and workplace safety.
PBM supports industries with high-quality ceramic fibre insulation and ceramic fibre blanket solutions designed for demanding thermal applications.
Speak with PBM’s insulation specialists to identify the right solution for your operational requirements and performance goals.
Ready to Future-Proof Your Product with Insulation That Performs?
At PBM Insulations, we engineer thermal and acoustic solutions that power India’s leading OEMs. Whether you’re building the next electric vehicle, optimizing industrial machinery, or looking to enhance sustainability — we’re here to co-create with precision, trust, and performance.
Let’s turn your smart insulation challenges into engineered solutions.
📩 Reach out for a custom consultation
🌐 Visit us at: www.pbminsulations.com
📞 Call us: +91-7310777959
🔗 Connect with us: LinkedIn | YouTube | Instagram
Join our network for monthly insights on insulation innovation, EV breakthroughs, and industry trends. Subscribe to PBM Insulation Insights today.
“Crafting Quiet Strength Since 1993” | An IATF, ISO & Ecovadis Certified Company | Your OEM Partner in Thermal & Acoustic Innovation